TM 55-2835-209-23
4-2 REPAIR - WELD FUEL CONTROL UPPER COVER CRACKS (AVIM) (CONT)
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
Vapor deqrease fuel control upper
cover (Task 8-2).
Dry part thoroughly with clean, fil-
tered compressed air.
Penetrant test for extent of fatigue
crack.
Apply post-emulsifiable pen-
etrant solution, component of pene-
trant solution (D27) to affected
area with cotton applicator (D1O).
Allow penetrant to remain for 30 mi-
nutes.
Keep area wet.
Wipe off penetrant with 1,1,1-
trichloroethane (D41) and machinery
towel (D20).
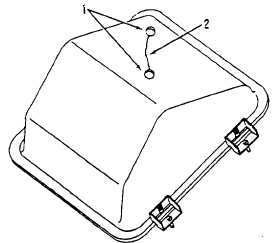
Stop drill crack ends (1) to prevent
further progression of crack (2).
Clean area to be welded with
methyl-ethyl-ketone (D21) and ma-
chinery towel (D20).
Dry part thoroughly with clean, fil-
tered compressed air.
Weld crack with filler rod.
Clean welded area with 1,1,1-
trichloroethane (D41) and machinery
towel (D20).
Dry p art thoroughly with clean.
filtered compressed air.
Penetrant test for cracks in welded
area.
Apply post-emulsifiable pen-
etrant solution, component of pene-
trant inspection kit (D27) to area
with cotton applicator (D10).
Leave on for 5 minutes. Keep wet.
Wipe off excess penetrant with
1,1,1-trichloroethane (D41) and ma-
chinery towel (D20). Inspect for
proper fusion.
NOTE
If re-welding is required, do
not allow weld width to exceed
2.5 times the thickness of the
parent metal.
13.
Anodize touch up welded area (Task
4-3).
FOLLOW-ON MAINTENANCE: None.
F-66A-142
4-5