TM 55-2835-208-23
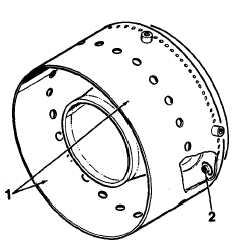
2-17 REPAIR COMBUSTOR LINER (AVIM)
2-17
INITIAL SETUP
Personnel Required:
Applicable Configurations:
44E Welder
68B Powerplant Inspector
A ll
References:
Tools :
AVIM Welding Shopset
TM 55-1500-204-25/1
NSN 4920-00-163-5093
Equipment Condition:
Flaring Tool (T24)
M a t e r i a l s:
Disassemble combustor assembly (Task
2-14)
Brazing Flux (E12)
Welding Flux (E17)
Brazing Alloy (E11)
Welding Rod (E18)
1.
R e p a i r c r a c k s ( 1 ) o r r e s i s t -
ance
w e l d s i n
parent
metal
(not at welds) as follows:
a. Stop
d r i l l a
0.0625-inch
h o l e ,
0.125-inch
beyond
ends of crack.
b.
Prior
to
welding,
coat
u n d e r s i d e o f
c r a ck
w i t h
welding flux E17).
c. Back up with inert gas.
Note
If crack is longer
than one inch, level
edges and tack weld
every 0.5 inch.
GO TO NEXT PAGE
2-35