
1-93 lNSPECT ENGINE HOT END (AVIM) (Continued)
1-93
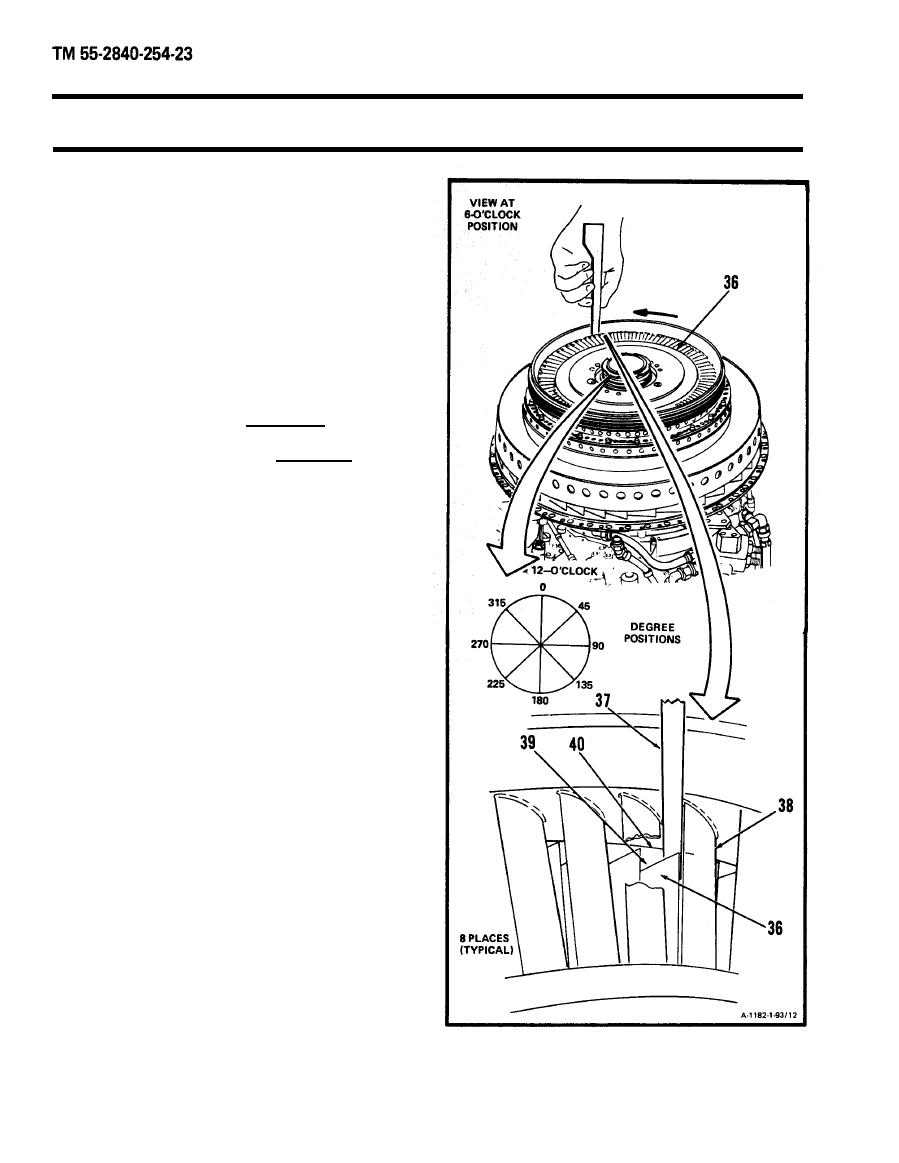
5. Measure first turbine disc assembly (36) tip
clearance at 0, 45, 90, 135, 180, 225, 270,
and 315 degree positions as follows:
a. Insert thickness gage (Appendix E) (37) be-
tween second turbine nozzle vanes (38) and
between blade tip (39) and turbine rotor case
inside diameter (40).
b. Rotate first turbine disc assembly (36)
counterclockwise one revolution for each
check.
c. Tip clearance shall be 0.019 inch minimum.
d. If tip clearance is less than 0.019 inch repair
first turbine rotor case (Ref. Task 4-70).
GO TO NEXT PAGE
1-322
