TM 55-2835-209-23
3-4 REPAIR - COMBUSTION CHAMBER (AVIM) (CONT)
NOTE
Repair deformation, metal
thinning or hot spots as fol-
lows.
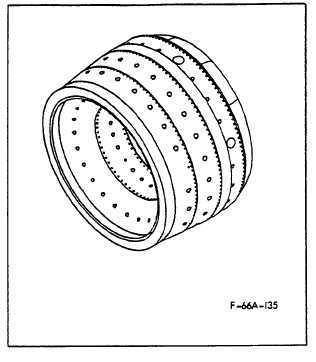
1.
Position combustion chamber on work
surface.
2.
Remove sufficient amount of material
to eliminate all traces of damage.
3.
Fabricate flush patch with 0.020
stock (D36).
4.
Using abrasive paper (D26), lightly
sand mating surfaces.
5.
Thoroughly clean the area, using
1,1,1-trichloroethane (D41).
6.
Install patch and fusion arc weld.
7.
Drill cooling holes to match exist-
ing hole pattern.
8.
With file hand finish weld to blend
with combustion chamber.
NOTE
Repair cracks in combustion
chamber, igniter grommet re-
tainer welds or retainer as
follows.
9.
Stop drill crack ends to prevent
further progression of cracks.
10.
Fusion arc weld crack with gas
backup.
FOLLOW-ON MAINTENANCE: None.
3-12