ARMY
TM 5-6115-612-34
NAVY
AG-320B-MME-00
8-4. OVERHAUL OF TURBINE ASSEMBLY.
(cont)
e. Assembly and Balance of Rotating Group
Assembly. (cont)
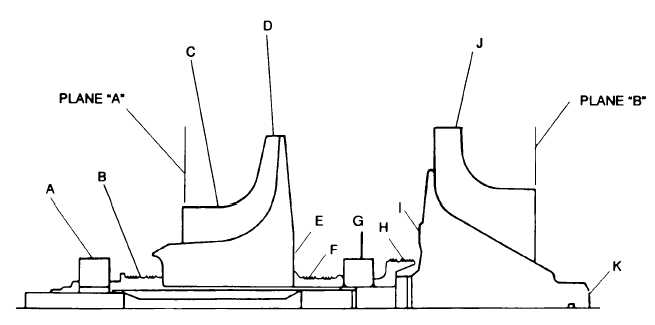
(11) Install assembly in bench center Maintain
0.002 inch (0 005 cm) runout on total stackup, points A
thru J on Figure 8-13 Remove assembly from bench
center.
NOTE
Half bearings for the balancing fixture
will need to be fabricated. The inside
dimensions of the half bearings are the
same as the outside dimensions of the
dummy bearings fabricated tool (FT-
21538) See Table 2-3 for dimensions.
The outside dimensions of the half
bearings will need to be supplied by the
overhauler
to
suit
the
balancing
equipment used.
(12) Install assembly in balancing fixture using
half bearings. Use dummy bearings as carrying sur-
faces.
CAUTION
To prevent damage to the turbine
assembly, prevent thrust from pulling
assembly off fixture (13)Balance turbine
assembly to 0.14 GRM inches in planes
“A” and “B”.
CAUTION
To prevent damage, DO NOT use lead
or wax base pencils for marking on high
temperature alloy parts Carbon/wax in
pencils is detrimental to parts. Use red
ink felt pens or grease base pencils.
(14) Matchmark top of turbine wheel (20, Figure
8-6) shaft, top of compressor wheel (33) shaft, labyrinth
seal (29), bottom of compressor wheel (33) shaft,
labyrinth seal (19), and turbine wheel (20).
Figure 8-13. Obtaining Reading for Turbine Shaft Stretch Using
Fabricated Tools FT-21540 and FT-21565
Change 4 8-33